
Bombas para la industria láctea y alimentaria en general
Packo cuenta con una experiencia inigualable en este sector. Hemos desarrollado las primeras bombas de leche para la industria láctea y las hemos mejorado continuamente con nuestros clientes. Aunque el sector exige mucho de la capacidad de limpieza de las bombas, los estándares son superados con creces por Packo. La base para ello es un diseño bien estudiado y la aplicación estándar del electropulido como tratamiento final de la superficie.
Varias bombas con certificación EHEDG se desarrollaron específicamente para este sector. Las bombas también cumplen la normativa europea 1935/2004 CE.
Aplicaciones típicas:
Leche, suero, cuajada, salmuera, levadura, sangre, CIP, etc.
Casos prácticos, aplicaciones y testimonios

Nuestras bombas para la industria láctea y alimentaria en general
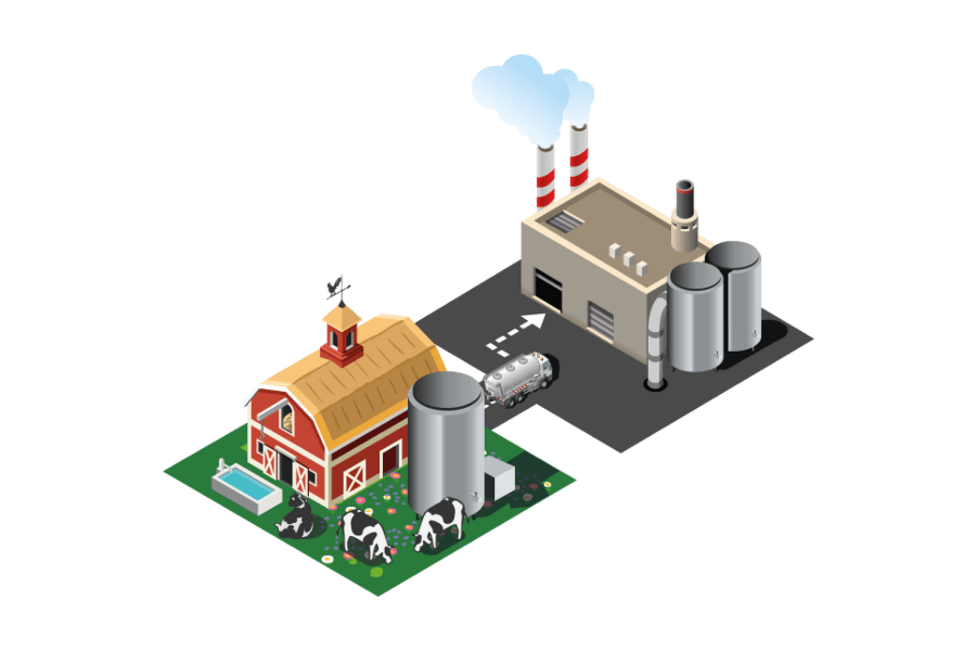

Bombas para recogida, almacenamiento y descarga (de leche)
El factor tiempo y, en consecuencia, la eficacia desempeñan un papel importante en la recogida y descarga de la leche. Tanto durante la recogida como durante la descarga de la leche en la central lechera, es necesario reducir al máximo los tiempos de espera del conductor para que el camión pueda volver a la granja lo antes posible.
Con la serie RMO, Packo ofrece una bomba hecha a medida para camiones de recogida de leche. Esta bomba puede equiparse con un motor hidráulico o eléctrico.
Además, tiene un valor NPSH bajo, un alto rendimiento, un caudal elevado y un bajo nivel de ruido. El socio ideal para recoger y descargar leche.
Descubra nuestras bombas de recogida, almacenamiento y descarga (de leche)


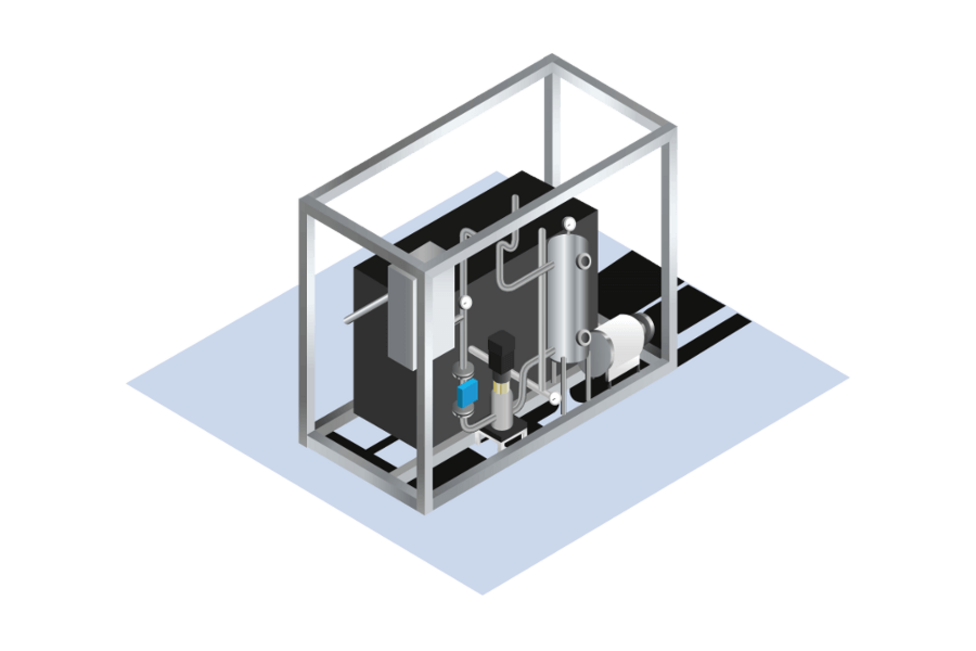
Bombas para pasteurización
En la pasteurización, y más concretamente en el proceso UHT, hay que trabajar con temperaturas más elevadas para destruir las bacterias y microorganismos nocivos. Por ello, las bombas que se ofrecen para este fin son adecuadas para temperaturas de hasta 140 °C.
Para cumplir con estas altas temperaturas, se ofrecen configuraciones de sellado especiales que se adaptan al funcionamiento en el punto de ebullición.
Además del certificado CE 1935/2004 estándar, varias bombas disponen de los certificados EHEDG y 3A. Por tanto, la seguridad de su central lechera está garantizada, especialmente gracias a la perfecta facilidad de limpieza de las bombas.
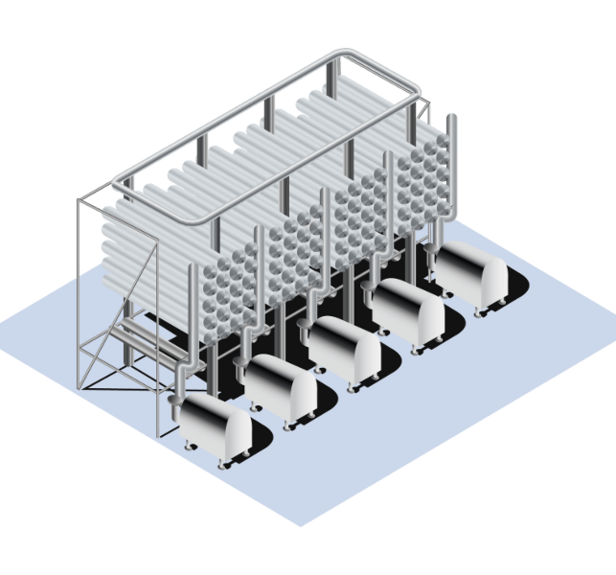
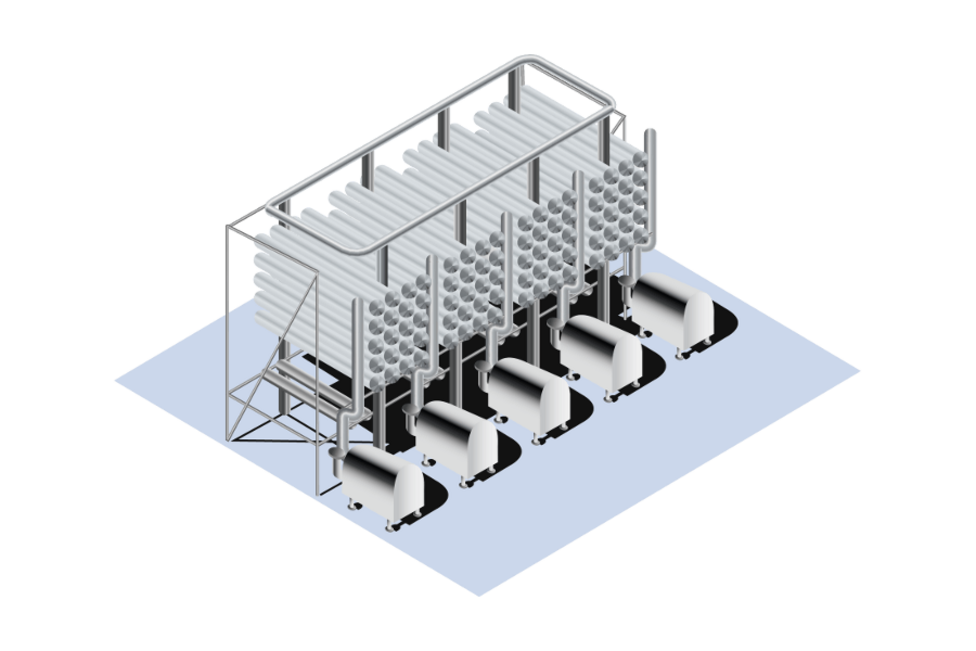
Bombas para filtración
En filtración encontrará aplicaciones como la ultrafiltración, la ósmosis inversa y la nanofiltración.
Una aplicación típica es la filtración de suero de leche. La proteína del suero es una de las dos proteínas que se encuentran en la leche y puede extraerse mediante tecnología de filtración para utilizarla en complementos alimenticios y añadirla, por ejemplo, a refrescos y bebidas para deportistas.
El aumento de la capacidad de producción desempeña un papel importante en este sentido, por lo que Packo responde ofreciendo bombas higiénicas con un alto caudal de hasta 1800 m³/h con una eficiencia extremadamente alta y, por lo tanto, el menor consumo de energía posible.
Se trata de aplicaciones en las que se crea una alta presión en el sistema. Packo también dispone de una gama de bombas que pueden funcionar a una presión del sistema de hasta 40 bar.
También en este caso, varias bombas cuentan con los certificados EHEDG y 3A, además del certificado CE estándar 1935/2004.
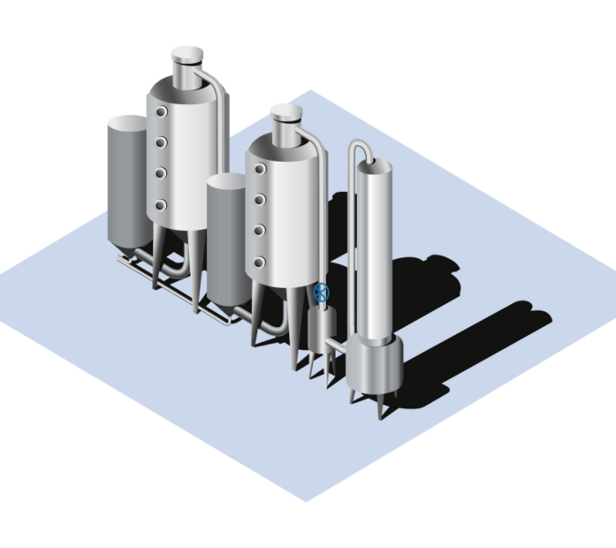
Bombas para evaporación
La evaporación de la leche se realiza principalmente para producir, entre otras cosas, leche en polvo y leche condensada. La leche se espesa sistemáticamente en varias etapas extrayendo la mayor cantidad posible de humedad del líquido. Esto se hace a temperaturas más altas y bajo vacío continuo. En esta aplicación puede producirse cavitación, las bombas Packo responden ofreciendo bombas con el NPSH más bajo disponible en el mercado.
La correcta selección del cierre mecánico (resistente al vacío y a temperaturas más altas) es de suma importancia para garantizar la fiabilidad del sistema.
La seguridad alimentaria también desempeña un papel importante en este sentido, por lo que varias bombas también cuentan con los certificados EHEDG y 3A, además del certificado CE estándar 1935/2004.
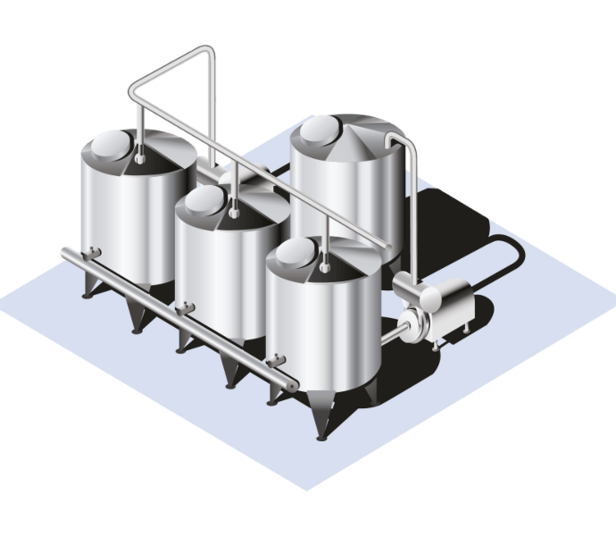
Bombas para CIP/SIP
Una buena instalación CIP en una central lechera es necesaria para garantizar un alto nivel de higiene y, por tanto, la seguridad del producto. Packo pumps ofrece una gama de alto rendimiento de bombas CIP de avance y retorno que ayudan a garantizar un sistema perfectamente limpio.
Las bombas de tratamiento de aire de las series CRP & CRP+ son las bombas de retorno CIP ideales. Estas bombas de tratamiento de aire cuentan con la certificación 3A. De este modo, puede estar seguro de que la seguridad alimentaria nunca se verá comprometida en su proceso.
También ofrecemos cierres mecánicos especiales en estas series para proteger la bomba durante el funcionamiento en seco.
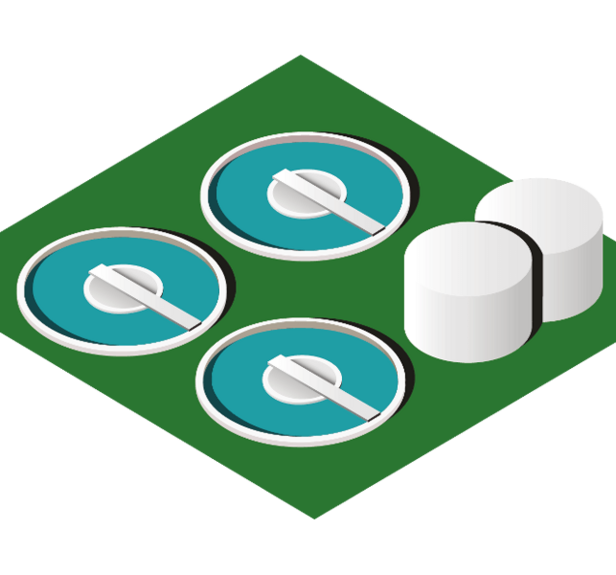
Bombas para el tratamiento de aguas residuales
Las aplicaciones típicas son, por ejemplo, las aguas residuales de CIP o el agua de limpieza de depósitos, camiones, etc.
El agua puede estar contaminada con arena, restos de cuajada, etc. Existen series de bombas con impulsores vortex especialmente equipados para ofrecer una solución sin atascos.
Todas las bombas que ofrecemos para este fin están fabricadas en acero inoxidable con acabado industrial. De este modo, ofrecemos una solución robusta, fiable y resistente a la corrosión para las aguas residuales, a veces agresivas.